

欢迎您的来电
13833782828
动态分类
DYNAMIC CATEGORY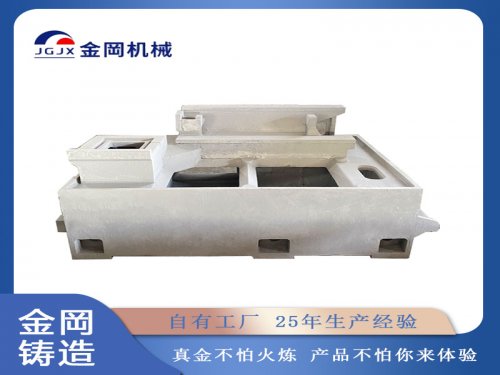




灰铁铸件缩松怎样解决
2024-10-25 10:50:46
文章摘要:
在机床铸件结构形成的厚处与热节处,实行速度适宜凝固,人为地造成机床铸件各处温度场的基本平衡。采用内外冷铁,局部采用蓄热量大的锆英砂、铬铁矿砂或特种
- 热平衡调整
:在机床铸件结构形成的厚处与热节处,实行速度适宜凝固,人为地造成机床铸件各处温度场的基本平衡。采用内外冷铁,局部采用蓄热量大的锆英砂、铬铁矿砂或特种涂料。
- 工艺设计
:内浇道设在机床铸件相对薄壁处,使最早进入厚壁处的金属液首先 凝固,薄壁处后凝固,使各处基本达到均衡凝固。对于壁厚均匀的机床铸件,采用多个内浇道和出气孔,内浇道多且分散,使整体热量均衡。
- 材料选择
:选用蓄热量大的造型材料,如铬铁矿砂取代石英砂等蓄热量小的砂种,会取得良好的效果。
- 铸造工艺改进
:低温快烧,开放式浇注系统,控制合适的浇注速度,避免浇注速度过快导致需要补缩的部位来不及补充足够的铁液。
缩松的定义和危害
缩松是指铸件之后凝固的区域没有深受液态金属或合金的补缩形成分散和细小的缩孔。常分散在铸件壁厚的轴线区域、厚大部位、冒口根部和内浇口附近。缩松隐藏于铸件的内部,外观上不易被发现,但会减小铸件的受力面积,降低性能。
缩松的形成原因
- 磷含量偏高
:磷含量偏高时,凝固区间扩大,低熔点磷共晶体在之后凝固时得不到补足,造成显微缩孔。
- 浇注速度过快
:浇注速度太快,使需要补缩的部位来不及补充足够的铁液。
