

欢迎您的来电
13833782828
动态分类
DYNAMIC CATEGORY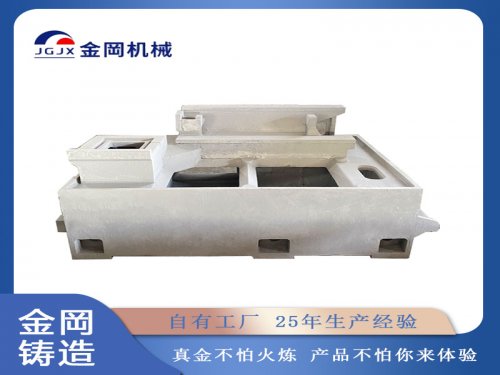




机床铸件周边铸造缺陷产生的原因及解决方法
2023-05-04 18:15:54
文章摘要:
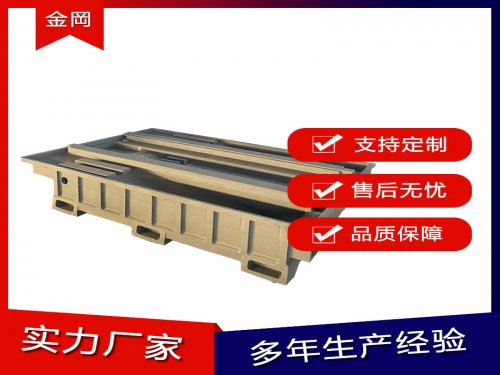
机床铸件在铸造后,在铸件边缘往往会发生铸造缺陷问题,主要是以缺铸、裂纹、对流冷隔等现象。
机床铸件在铸造后,在铸件边缘往往会发生铸造缺陷问题,主要是以缺铸、裂纹、对流冷隔等现象。这类问题通常是发生在大型机床铸件上,具体如何造成由怎样预防处理呢?
大型机床铸件周边产生铸造缺陷的主要原因是由四个方面原因造成的;一、造型施工对铸件周边型砂的处理及耐火涂层厚度处理不得当,解决方法是保护造型时机床铸件周边型砂密度及硬度的准确掌握,耐火图层要均匀,造铸造模具搬运过程中避免造成边缘磕碰,如有耐火涂层脱落现象就需要修补后才能进行造型施工。
二、浇铸时保护排气孔通顺,假如其他不能及时排出会使机床铸件顶部产生气压导至铁液不能浇铸到位,造成缺铸现象发生。大型机床铸件在关键部位可根据造型现场情况适量放置暗冒口来取消机床铸件边缘铸造缺陷问题发生。
三、浇铸时铁液的浇铸温度掌控要准确,如果温度过高在浇铸时会使铸造模具瞬间熔化造成大量气体密集排出发生呛火现象,从而导致铸造缺陷问题发生。解决方法是控制浇铸温度,尽量采用高温出炉低温浇铸的原则进行操作。这就需要经验相当丰富的专注人员来进行掌控。
四、浇铸时如果浇铸流量缓慢会造成大型机床铸件浇铸前端温度高发生粘砂现象,末端由于金属铁液进入型腔流量慢,注入量少,会在末端产生低温对流冷隔现象发生。解决方法是在浇铸时保护有足够的浇铸流量及浇铸量,这样才能保护大型机床铸件在浇铸时不会发生铸造缺陷问题。
