

欢迎您的来电
13833782828
动态分类
DYNAMIC CATEGORY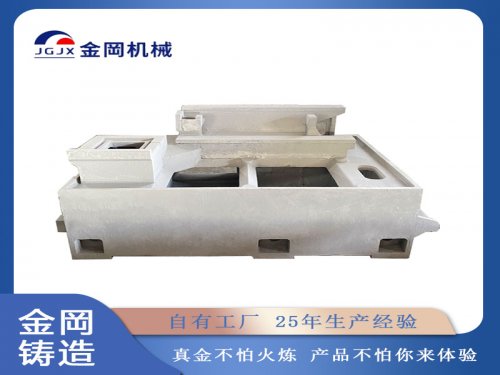




机床铸件的用途及特点
文章摘要:
机床铸件铸造过程的基本特点:充填速度、压力可适当调整。大型机床铸件铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非
机床铸件铸造过程的基本特点:充填速度、压力可适当调整。大型机床铸件铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但大型机床铸件铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。
机床铸件的回火热处理是机械制造中的重要工艺环节,机床床身铸件产品作为一种大型铸件 要经过时效处理才能提高本身的使用性能, 床身铸件的内在质量。
一、机床铸件的用途:
提高型砂、芯砂的耐火度。
经过机械加工后的机床铸件,涂漆前 用金属清洗剂或洁净的工业汽油进行淋洗或刷洗, 表面的油污和其他污物。
浇注时不断流。粘砂在机床铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使机床铸件表面粗糙。
机床铸件用途广泛。底漆刷涂或喷、浸要均匀,底漆在使用前 充分搅拌均匀,稀释至适当的年度再进行涂抹。可用于仪器仪表,电子,轻工,标准件,轴承业,汽配行业等零部件的加工。和尺寸稳定性,直接影响机床的精度保持寿命。
二、机床铸件具备的特点:
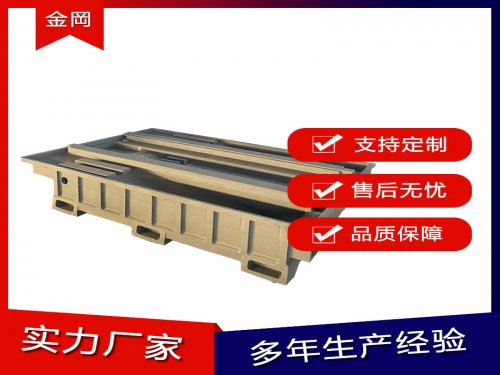
1)可以不受金属材料、尺寸大小和重量的限制。机床铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种合金材料;机床铸件可以小至几克,大到数百吨;机床铸件壁厚可以从0.5毫米到1米左右;机床铸件长度可以从几毫米到十几米
2)可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
3)形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。
4)一般使用的原材料来源广、机床铸件成本低。
5)工艺灵活,,既可以手工生产,也可以机械化生产。
6)床身铸件与消震好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
7)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。
机床铸件主要是用于机床的平板制造,简单接受一下铸造工艺。为充分利用低压铸造时液体金属在压力作用下自下而上地补缩铸件,在进行工艺设计时,应考虑使用。
低压铸造是使液体金属在压力作用下完成充填型腔及凝固过程二获得铸件的一种铸造方法。由于所用的压力较低(20~60kPa),所以叫做低压铸造。机床铸件其工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管进入直浇道3上升,通过内浇道2平稳地进入型腔1,并保持坩埚内液面上的气体压力,一直到铸件凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流回坩埚,再开型并取出铸件。
低压铸造过程的基本特点:充填速度、压力可适当调整。低压铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但低压铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。
铸件远离浇口的部位先凝固,让浇口 后凝固,使铸件在凝固过程中通过浇口 补缩,实现顺序凝固。
